当前位置: 首页 > 行业资讯 > 端子压接会有哪些不良现象?
发布时间:2025-10-21
线束检测的重要性不容忽视:它既能提供高可信度的分析报告,帮助企业避免因审核而产生的差旅成本,也能针对各类端子压接不良问题提供有效解决方案。
剖面分析作为一种更为精确和全面的检测手段,最早主要应用于汽车线束的压接质量评估。随着对端子压接质量要求的日益提高,如今来自不同行业的客户也普遍采用剖面检测方法,这正逐渐成为一种行业趋势。
端子剖面分析作为一种高级分析手段,可用于进一步评估压接质量。在制作参考剖面图时,应使用完好的压接工具进行压接,以避免因工具磨损导致参考图失真。该参考图将作为后续截面比对的基础标准。
01 端子铆压切片标准截面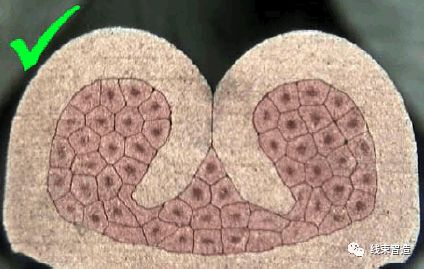
实操图对比分析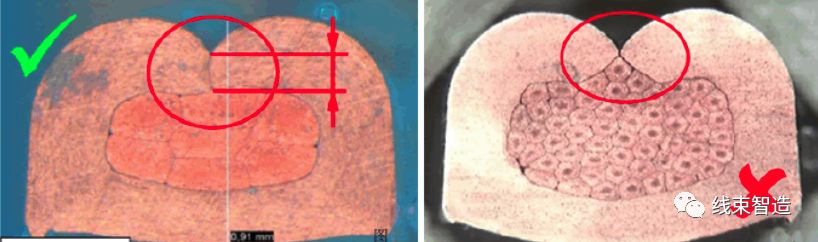
压接翼搭接长度符合要求,压接翼有相互接触与支撑,支撑长度大于1/2料厚,如左图,OK。
压接翼搭接长度不够,如右图,NG。
02剖面图分析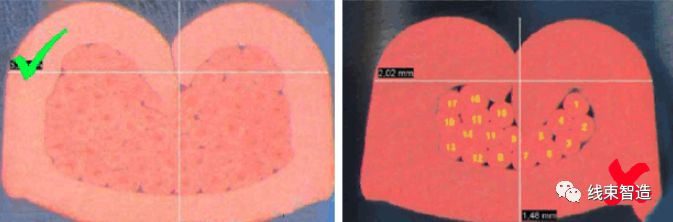
压接翼内所有导体都有明显变形,导体与包筒之间的缝隙是由于导体不规则的分布导致可接受,如左图,OK。
导体无明显变形,如右图,NG
03剖面图分析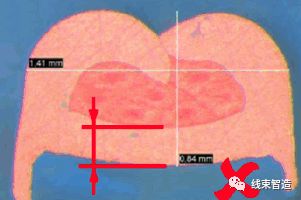
底部厚度小于3/4S,NG。
压接不良原因原因:过压;包筒底部厚度小于75%S料厚,另外过压导致底部明显压接毛刺。
04 剖面图分析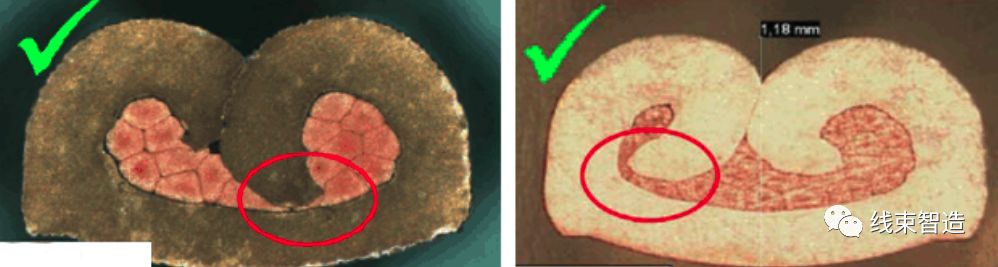 压接翼末端和包筒底部距离,未有触到底部(如左图)或未有触到侧壁(如右图),OK。
压接翼末端和包筒底部距离,未有触到底部(如左图)或未有触到侧壁(如右图),OK。
压接翼末端和包筒底部或内侧壁出自一个明显的距离。
04 剖面图分析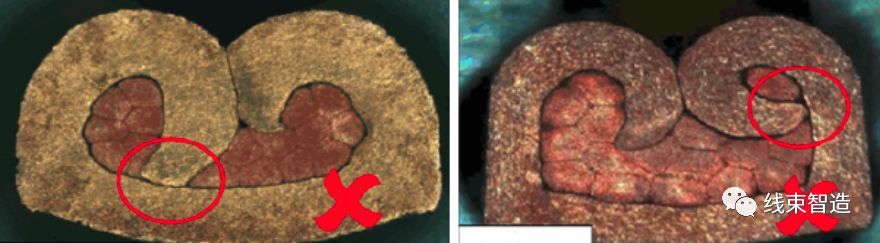
左图·压接翼末端触到底部,NG。原因:压接翼碰到包筒底部。 左图·解决方案 解决:①压接高度可能过低,调整压接高度;②检查端子压接翼是否对称。 剖面图分析
右图·压接翼末端触到侧壁,NG。不良原因:压接翼碰到包筒内侧壁。 解决方案①检查压接高度;②检查端子压接翼位置是否对称
05 剖面图分析
一侧的压接翼未有包住导体,但内部导体有明显变形 ,压接翼靠近内侧壁,一侧的压接翼未有包住导体,如左图可接受,OK。
一侧的压接翼碰到内侧壁,包住的单根或者多根导体未有变形,如右图,NG。
06 剖面图分析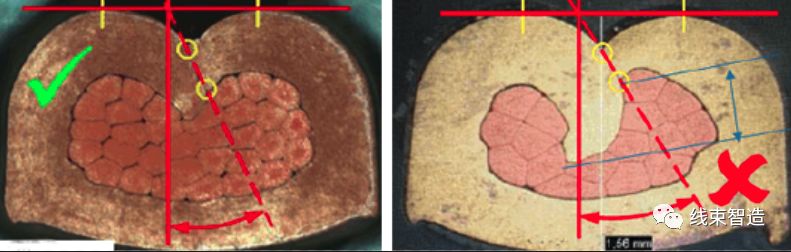
压接翼支撑角度小于30°符合要求,如左图,OK。
压接翼支撑角度大于30°,如右图,NG。
支撑角度大于30°,并导致CFE压接卷曲末端间距大于50%S料厚。 解决方案:① 检查压接高度;②确认压接刀片是否磨损;③检查端子压接翼对称性。
07 剖面图分析
压接翼切线不是一条直线时,取两支撑点的直线作为切线去计算支撑角度如下图,OK。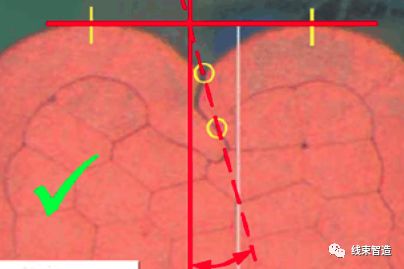
联系我们
江苏省昆山市周市镇优比路367-22栋
Tel:0512-50322556
Mobile: 180-1550-9149
广东省东莞市塘厦镇民业街13号一栋102室
Contacts: 王生
Mobile: 180-6807-8556